RE: 鎖模力分析問題?

實際射出成型,鎖模力使用20ton情況下,部品全周毛邊
實際將鎖模力增加到60ton,才有改善全周毛邊情況
目前發現,塑件有80%的表面積在滑塊上,鎖模力分析的落差都會在30ton以上
請問這有什麼辦法可以改善?

鎖模力的計算是考慮開模方向的壓力跟投影面積,因此側向滑塊的壓力就不會考慮到
但實際上常見的滑塊固定大多是透過楔塊鎖模機構,也就是來自於合模力的間接作用
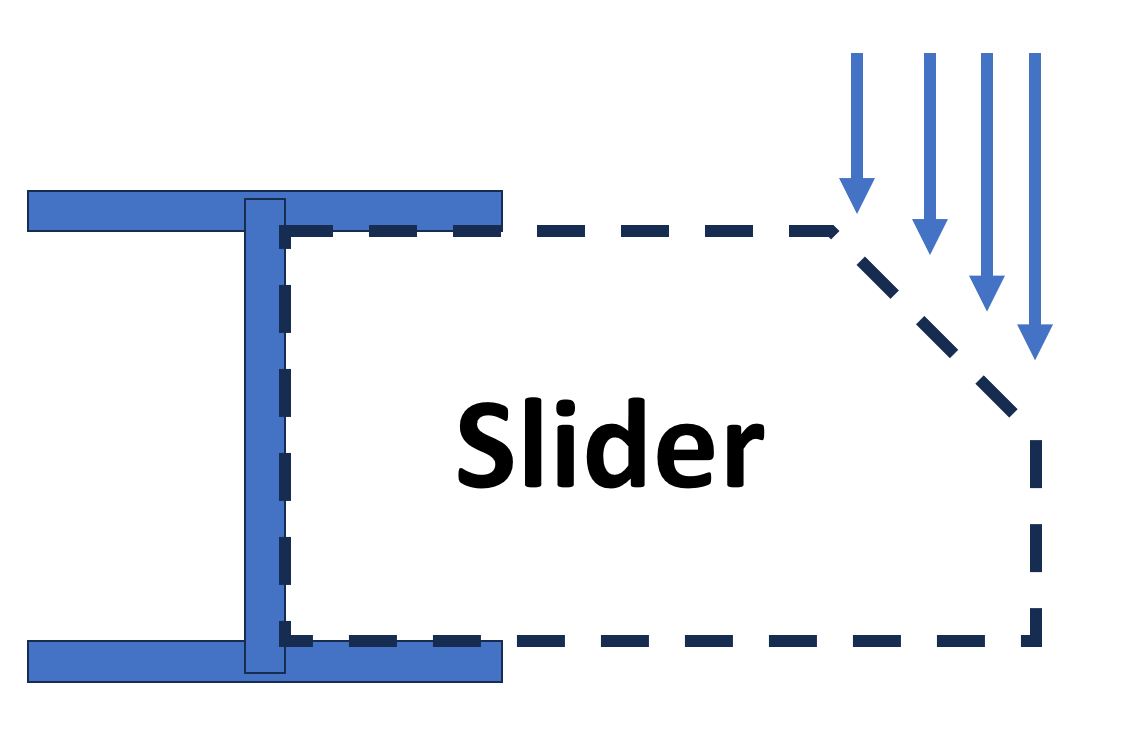
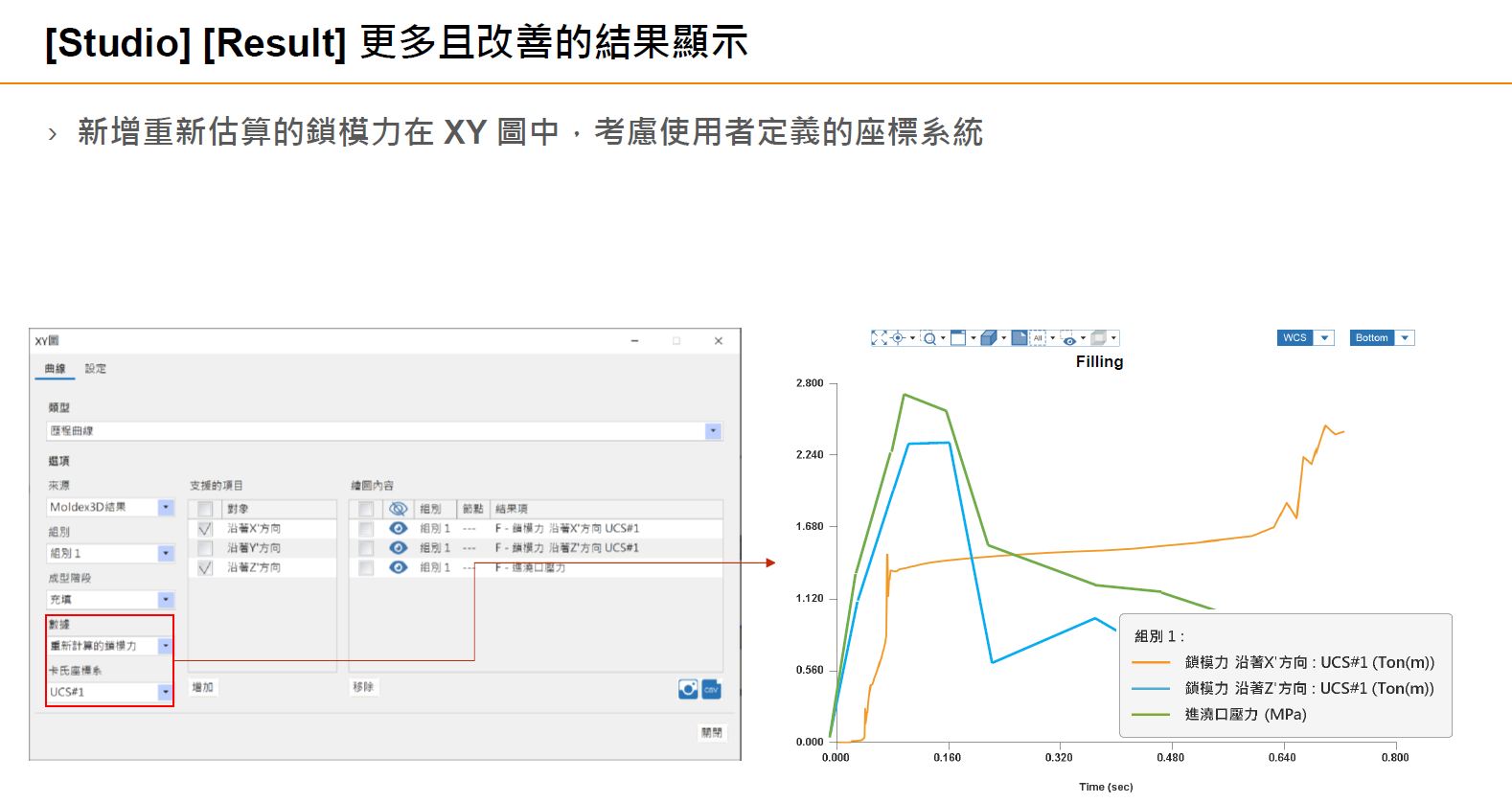
可以用2025的新功能 “重新計算的鎖模力”來計算側向的鎖模力,加總起來考量應該可以彌補這部分的誤差

實際射出成型,鎖模力使用20ton情況下,部品全周毛邊
實際將鎖模力增加到60ton,才有改善全周毛邊情況
目前發現,塑件有80%的表面積在滑塊上,鎖模力分析的落差都會在30ton以上
請問這有什麼辦法可以改善?
鎖模力的計算是考慮開模方向的壓力跟投影面積,因此側向滑塊的壓力就不會考慮到
但實際上常見的滑塊固定大多是透過楔塊鎖模機構,也就是來自於合模力的間接作用
可以用2025的新功能 “重新計算的鎖模力”來計算側向的鎖模力,加總起來考量應該可以彌補這部分的誤差
 how to check shear stress
how to check shear stress
 iSLM 無法成功送出分析
iSLM 無法成功送出分析
 is there a user manual for moldex 3d 2024?
is there a user manual for moldex 3d 2024?
 使用计算管理员提交多个任务,如何可以同时分析多任务,而非排队
使用计算管理员提交多个任务,如何可以同时分析多任务,而非排队
 Material resistant to R1234yf gas
Moldex3D iSLM Remote Client Agent 要如何更換 iSLM 的指向位置?
Moldex3D iSLM Remote Client Agent 要如何更換 RC Server 的指向位置?
Moldex3D iSLM Remote Client Agent 在安裝後無法正常使用 (Personal Mode)
Material resistant to R1234yf gas
Moldex3D iSLM Remote Client Agent 要如何更換 iSLM 的指向位置?
Moldex3D iSLM Remote Client Agent 要如何更換 RC Server 的指向位置?
Moldex3D iSLM Remote Client Agent 在安裝後無法正常使用 (Personal Mode)